")
Ultrasonic Testing (UT) is a Non-Destructive Testing (NDT) method that uses high-frequency sound waves to detect internal defects and measure material thickness without damaging the test object.
In industries such as oil & gas, power generation, manufacturing, and steel construction, internal defects like cracks, porosity, laminations, or lack of fusion can significantly reduce structural integrity. UT enables early detection of these conditions, helping minimize the risk of failure.
Definition of Ultrasonic Testing (UT)
Ultrasonic Testing is an inspection method that utilizes ultrasonic waves typically ranging from 0.5 to 20 MHz. These frequencies are far above the human hearing range.
The working principle is similar to sonar systems, where sound waves are transmitted into a material and their reflections are analyzed to determine the presence of internal discontinuities.
In carbon steel, the longitudinal wave velocity is approximately 5,900 m/s, allowing accurate depth calculation based on sound travel time.
Objectives of Ultrasonic Testing
UT is commonly used for the following purposes:
- Detecting internal defects such as cracks and inclusions
- Measuring material thickness
- Evaluating weld quality
- Monitoring wall thinning due to corrosion
This method allows integrity assessment without cutting, sectioning, or damaging the component.
Types of Defects Detected by UT
- Cracks – Internal or planar defects
- Laminations – Layer separations in rolled plates
- Porosity – Gas pockets formed during casting or welding
- Inclusions – Foreign materials trapped inside the metal
- Lack of Fusion – Incomplete bonding in weld joints
Working Principle of Ultrasonic Testing
1. Generation of Ultrasonic Waves
Ultrasonic waves are produced by a piezoelectric crystal inside a probe or transducer. Electrical energy is converted into mechanical vibrations that propagate into the material.
2. Wave Propagation in the Material
The sound waves travel through the material until they encounter a boundary or internal discontinuity. In homogeneous materials, wave propagation remains stable and predictable.
3. Reflection and Signal Reception
When the wave hits a defect or the back wall of the material, part of the energy is reflected back to the transducer and converted into an electrical signal.
4. Signal Interpretation
The signal is displayed on the instrument screen, commonly in an A-scan format. The time interval between the initial pulse and the echo indicates the position or depth of the indication within the material.
Main Components of a UT System
Probe or Transducer
The device that generates and receives ultrasonic waves. Available in various frequencies and angles depending on inspection requirements.
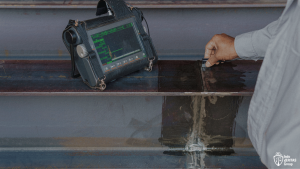
Ultrasonic Instrument
The main unit that controls pulse generation, processes signals, and displays test results.
Couplant
A liquid medium such as gel or water used to eliminate air gaps between the probe and the material surface, ensuring effective sound transmission.
Ultrasonic Testing Methods
Straight Beam Testing
The sound beam is introduced perpendicular (90°) to the material surface. Commonly used for lamination detection and thickness measurement.
Angle Beam Testing
Uses probes with specific angles (e.g., 45°, 60°, or 70°) for weld inspection and detection of planar defects.
Immersion Testing
The test object is immersed in water, which serves as a consistent transmission medium. This method is often used in automated inspection systems.
Modern Ultrasonic Testing Techniques
Phased Array Ultrasonic Testing (PAUT)
Utilizes multi-element probes capable of electronically steering and focusing sound beams. Provides detailed imaging in the form of S-scan or B-scan displays.
Time of Flight Diffraction (TOFD)
Measures diffracted sound waves from crack tips to determine defect size with high accuracy, particularly in thick weld joints.
Materials Suitable for UT
UT is effective for a wide range of solid materials, including:
- Carbon steel and alloy steel
- Aluminum and certain non-ferrous metals
- Pipes and pressure vessels
- Welded structures
Materials with coarse grain structures, such as cast iron or some austenitic stainless steels, may present limitations for conventional UT.
Advantages of Ultrasonic Testing
- Capable of detecting internal defects in thick materials
- Does not use ionizing radiation
- Provides depth estimation of indications
- Produces immediate (real-time) results
Limitations of Ultrasonic Testing
- Requires relatively clean and smooth surfaces
- Signal interpretation requires specialized training
- Less effective on materials with very coarse grain structures
Standards and Codes for Ultrasonic Testing
Ultrasonic Testing must be conducted in accordance with applicable international standards, including:
- ASME Boiler and Pressure Vessel Code Section V
- ASTM E164 – Standard Practice for Contact Ultrasonic Testing
- ASTM E114 – Standard Practice for Straight Beam Testing
- ISO 17640 – Ultrasonic Testing of Welds
- ISO 9712 – Qualification and Certification of NDT Personnel
Industrial Applications of UT
- Pipeline and storage tank inspection in oil & gas
- Pressure vessel and boiler examination
- Weld quality assessment in steel construction
- Corrosion monitoring in power generation facilities
UT Compared to Other NDT Methods
- UT vs Radiographic Testing (RT) – RT is effective for volumetric defect visualization, while UT is highly effective for detecting planar defects and evaluating depth.
- UT vs Magnetic Particle Testing (MPT) – MPT is limited to surface and near-surface defects in ferromagnetic materials.
- UT vs Dye Penetrant Testing (DPT) – DPT detects only surface-breaking defects.
When Should Ultrasonic Testing Be Performed?
- Commissioning – Integrity verification before operation
- Periodic Maintenance – Monitoring material degradation
- Post-Welding Inspection – Evaluation of weld integrity before service
Conclusion
Ultrasonic Testing (UT) is a widely used Non-Destructive Testing method for detecting internal defects and measuring material thickness with high accuracy, without damaging the test object. When performed in accordance with recognized international standards, UT plays a critical role in quality assurance and industrial safety management.
References
- ASME Boiler and Pressure Vessel Code Section V
- ASTM E114 & ASTM E164
- ISO 17640 – Ultrasonic Testing of Welds
- ISO 9712 – Qualification and Certification of NDT Personnel